
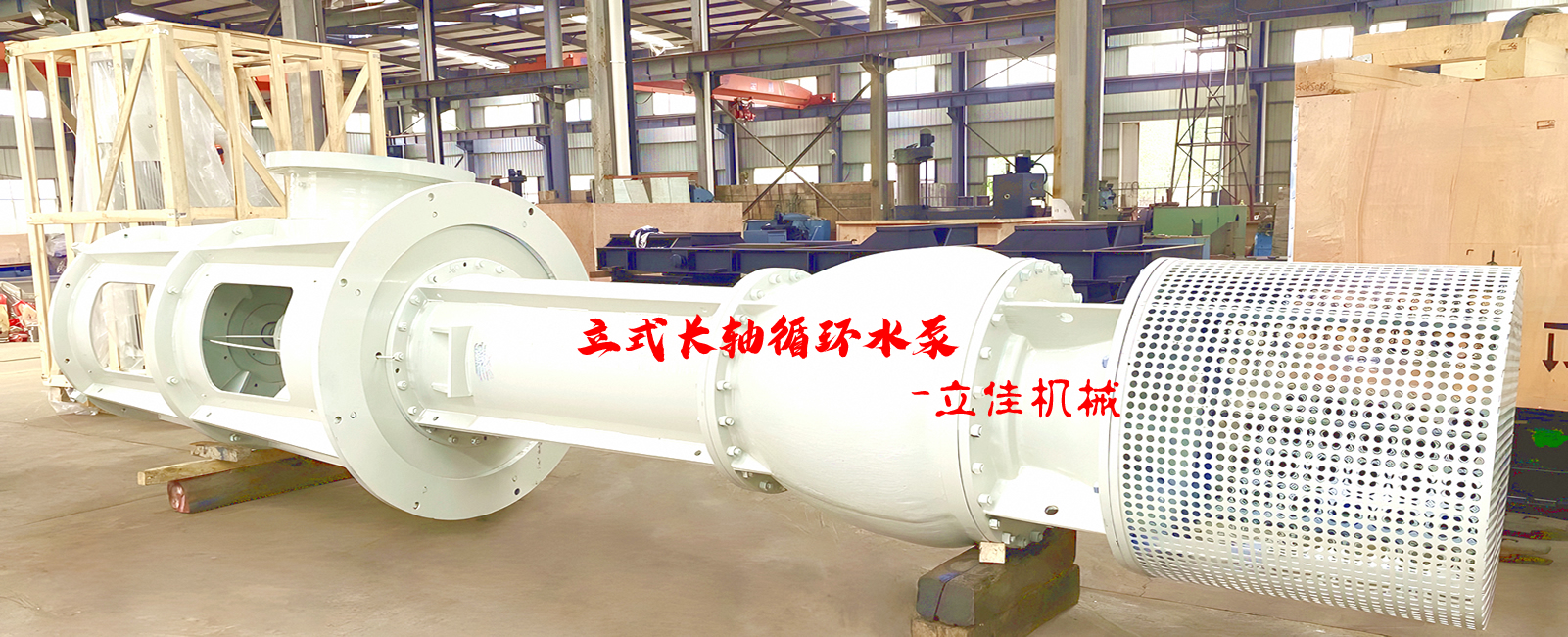
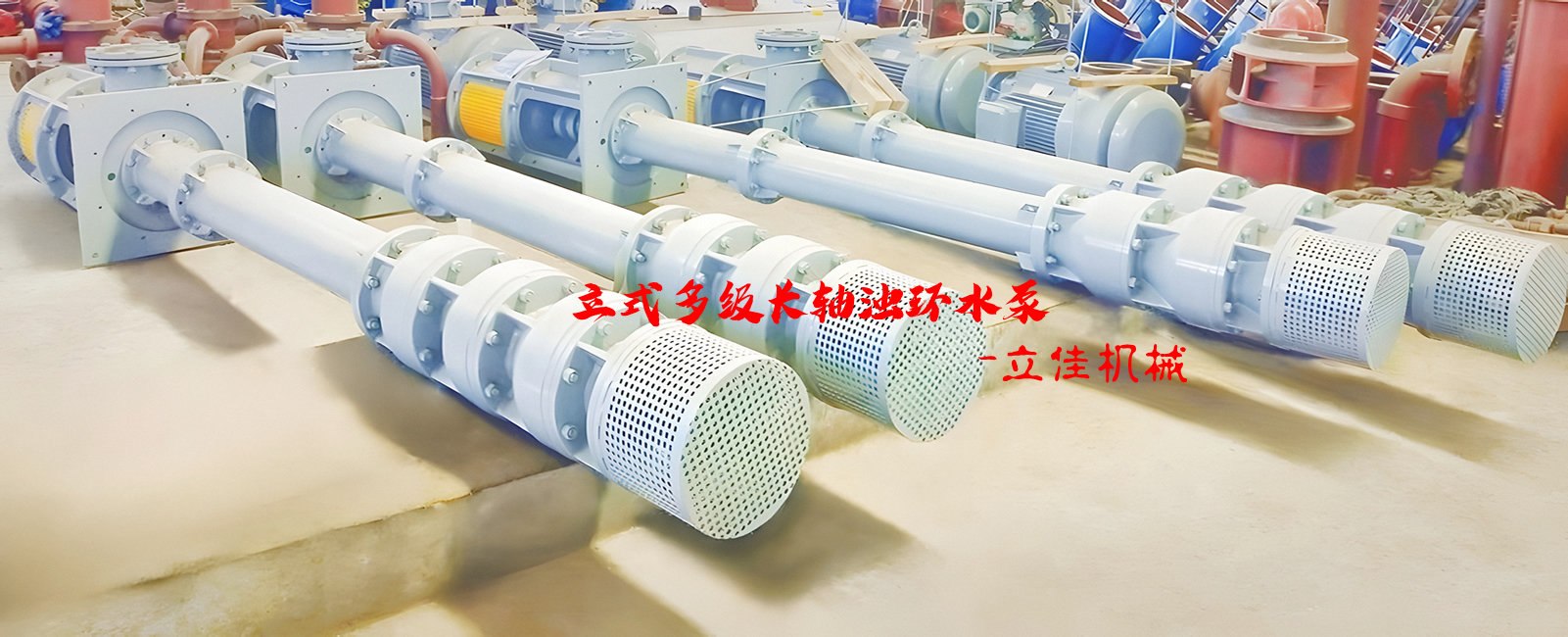






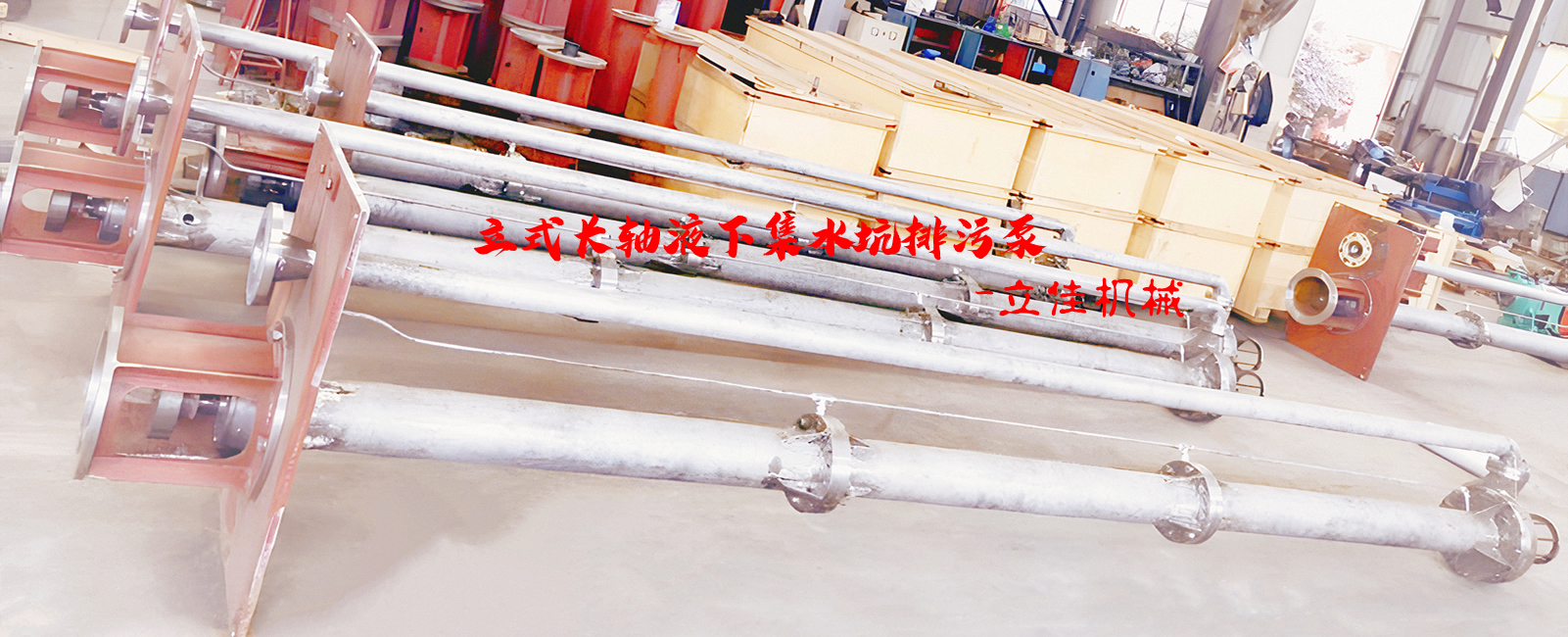


热轧带钢厂lc立式长轴泵解体检修技术总结 检查清洗日照钢铁2150mm热轧带钢厂,水处理工程立式长轴泵共20台,分别用于浊循环水系统和层流冷却水系统,9台浊循环水系统立式长轴泵、11台层流冷却水系统立式长轴泵。经过长期运转,工业耐磨橡胶导轴承、叶轮磨损程度增大,影响到水泵出水的流量、杨程,不能满足用户用水的要求。需要进行橡胶导轴承、叶轮的更换。
一、 检修内容
长轴泵解体,更换橡胶轴承、叶轮。
二、 检修工艺流程
施工准备
设备回装
长轴泵整体吊离吸水井
设备解体
拆除主电源,将主电机吊离泵体
二、 检修工艺流程
完工试车
略
三、 检修要点
3.1、施工准备
将检修所需工器具、所需备件准备到现场并摆放整齐,检修区域挂置红白带,,点检员向全体作业人员介绍作业目地,方法、顺序与安全要点。
3.2、拆除主电源,将主电机吊出
3.2. 1 电工负责人与配电室操作工联络,切断高压配电柜上检修 设备的主电源,做好三方确认停电挂牌工作,现场作业时验电确认无误,拆除主电机连接线。
3.2. 2 拆除主电机与水泵传动联轴器螺栓,拆除主电机底座螺栓。
3.2. 3 起重工将电机捆绑、指挥吊车将电机吊离。
3.3、长轴泵整体吊离吸水井
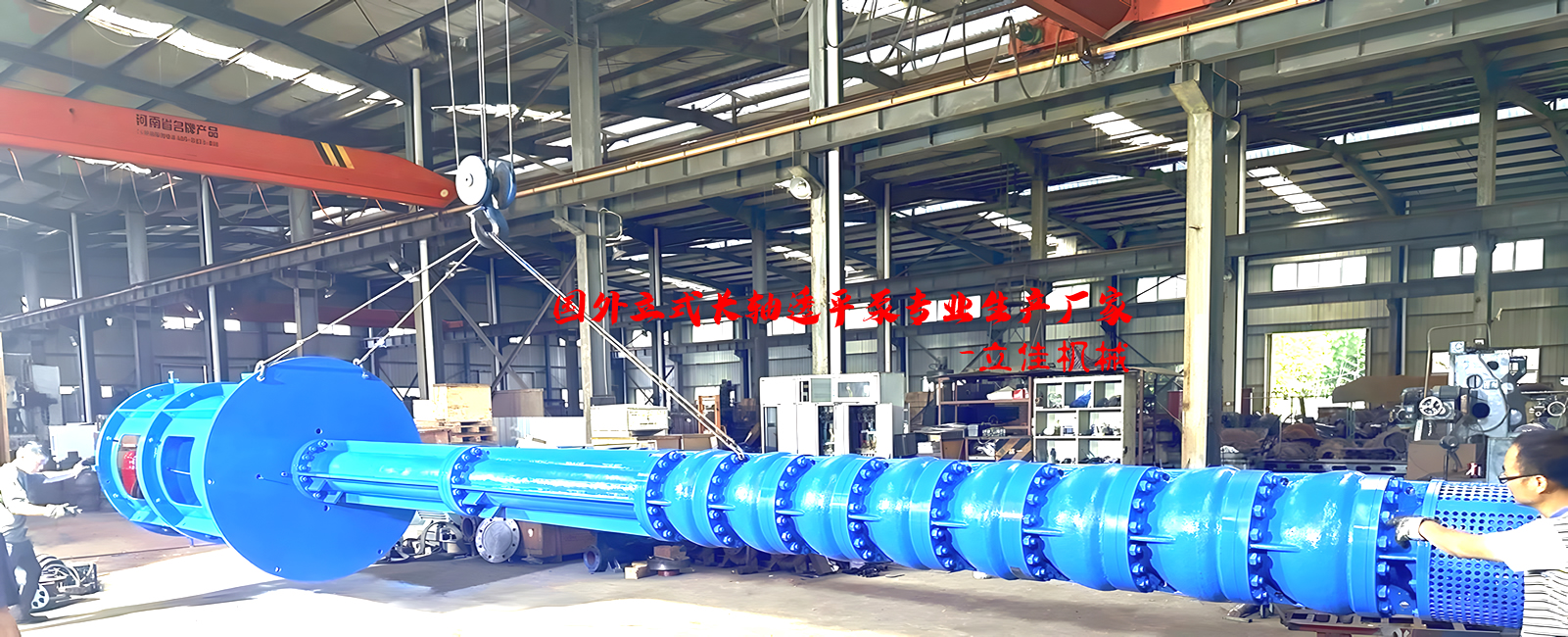
拆除水泵的地脚螺栓,整个泵体约8吨重,总长度为7.5米,在吊装过程中一定要计算好起吊的高度,选择吊索时安全系数应大于吊物的6-7倍,设专人指吊,在吊离地面约30mm时,确认吊物的平衡,无误后且能吊离吸水井。
3.4、设备解体
3.4. 1 拆除水泵联轴器。
3.4. 2 松开固定螺栓,依次取出固定螺栓、防松垫片、调节螺母。
3.4. 3 取出轴承盖,用特出工具拉出轴颈,依次取出轴承、轴承 箱、挡水圈。
3.4. 4 取出填料压盖,拉出填料,依次取出压圈,“○”型圈。
3.4. 5 将出口弯管和泵余下部分吊起,以橡胶轴承架为支点,搁放在槽钢上,需先用槽钢作好支架。
3.4. 6 卸下出口弯管,取出弯管端面的橡胶密封圈。
3.4. 7 打出联轴螺母中间的安全剪切销。用特殊工具松开轴(上)和联轴螺母,用铜棒或木锤敲击联轴锥套,取出内锥套和键、松开轴。
3.4. 8 把泵余下部分吊起,以下一轴承架为支点,搁放在槽钢上,依次拆卸轴轴承架,外管(上)内管(中)、联轴螺母、轴(中)、导轴承体,拆卸前均需作记号并分别放置。
3.4. 9 分别卸下滤网、喇叭管、叶轮螺母、防松垫片。
3.4. 10 用特殊工具拉出叶轮。
3.4. 11 分别拆下轴承架、外管(下)。
3.4. 12 取出键,抽出轴,用特殊工具,拉出导流器内橡胶轴承。
3.5、检查清洗
3.5. 1 清洗检查叶轮轴磨损,测量间隙。叶轮无裂纹,叶轮和密封环间隙塞尺测量
3.5. 2 清洗检查轴承磨损。用塞尺测量间隙。
3.5. 3 检查油脂质量箱座清洗污油杂质,箱座、箱盖密封面密封胶,清除旧密封胶需清除干净。
3.5. 4 检查轴磨损和弯曲状况, 轴无弯曲变形。
3.5. 5 检查导流器过流部分有无裂纹等缺陷,有无裂纹等缺陷,有无发生过汽蚀,根据检查结果决定是否更换或继续使用。
3.5. 6 清洗检查密封环端面与孔径是否磨损与叶轮配合间隙是否超标,根据检查结果决定修复,更换或继续使用。
3.5. 7 检查轴套表面有无擦伤,磨损是否严重。根据检查结果,决定修复、更换或继续使用。
3.5. 8 检查橡胶轴承表面有无老化、擦伤,与钢套粘结是否牢固, 一般到检修周期需更换。
3.5. 9 检查橡胶圈、羊毛毡圈、垫片有无老化损坏,一般到检修周期更换。
3.6设备回装
3.6. 1 回装与分解顺序相反,箱座部分面上涂密封胶,如需更换轴承应对轴承加热拆卸并安装新轴承,轴承拆除时不能伤轴,回装时轴承不能过烧及直接敲击。
3.6. 2 箱盖安装,检查孔恢复,安装时联接螺栓紧固须均匀。
3.6. 3 恢复冷却水管时密封圈应安装到位。
3.6. 4 轴承箱加油并恢复温度计,齿轮油不宜过多,油标中位即可。
四、 开车试运行
到电气室、操作室进行工事结束联络,摘停电牌,合电气开关。点检员与操作、检修单位一起进行单体试运转。试车要求:性能曲线在水泵运行工况范围内的流量、扬程、效率不允许有负偏差,扬程允许有+5%的偏差。
五、 检修技术质量要求
5.1 依据规范
a)长沙立佳机械有限公司提供的技术文件。
b)冶金机械设备安装工程施工及验收规范
5.2 技术要求
a)泵组在正常运行时,其振动值双幅不大于0.06mm(保证值),在距水泵、电动机1.0m处的噪声不应超过85分贝。振动与噪音的测量应遵守《工业企业噪声卫生标准》的规定。
b) 由于可能出现倒流情况,水泵应能承受短期反转,其反转转速至少应等于额定转速,此时应保证水泵、电动机等设备无任何损害。
六、主要工具器
序号
名称
规格型号
数量
备注
1
重型套筒
46件
2套
2
活络扳手
1把
3
内径千分尺
0-250mm
1套
4
外径千分尺
125-150mm
1把
5
百分表
1套
6
磁性表座
1套
7
力矩扳手
80-300Nm
1把
8
铜 棒
φ30×200mm
2根
9
钢丝绳
φ30×6m
2根
10
液压拉玛
30t
1台
11
火电焊
1套
